MIL-DTL-197L
4.2.8 Magnetism. The measured magnetism of a bearing shall not exceed the specified
level for the preservation method used (see 3.3.3).
4.2.9 Requirements for method. Verify the requirements of section 3 have been
accomplished for the preservation method used.
4.3 Quality system. The contractor shall implement and maintain a quality system that
satisfies program objectives and meets the test, examination, and inspection requirements
contained in this specification.
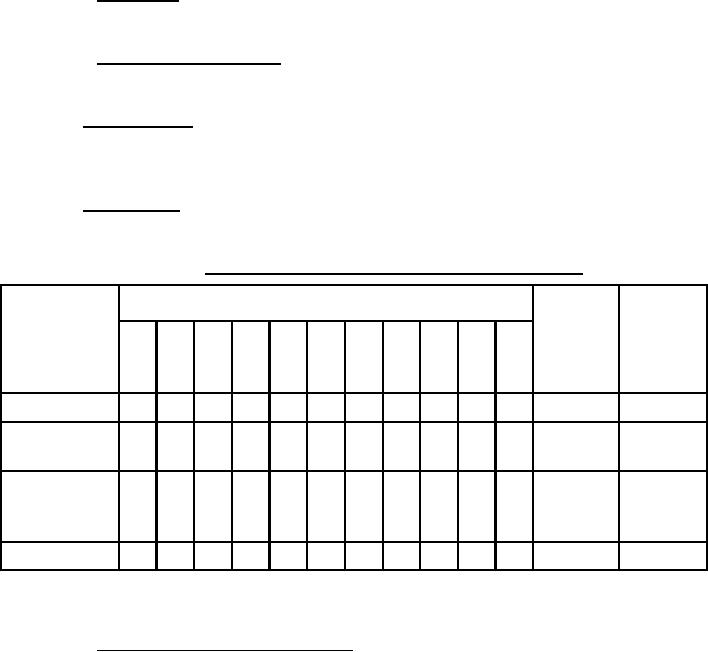
4.4 Test methods. Table IV shows the tests required for each applicable method. The
sampling requirements are also identified.
TABLE IV. Tests applicable to each method of unit preservation.
Method number
Sampling Reference
52B
Inspection/test
paragraph paragraph
20B 32B 33B 40B 41B 44B 45B 46B 49B & 54B
55B
X1 X1
X1 X
Leakage
-
-
X
X
-
-
-
Heat-sealed
-
X
X
-
X
-
-
-
-
X
X
seam
Fingerprint
corrosion &
cleanliness
Corrosion
-
-
-
X
-
-
-
-
-
-
-
1
Leakage test is not required for bulk quantities.
2
Plain self-lubricating bearings, sleeves, and rod ends shall not require the fingerprint corrosion test.
4.4.1 Leakage and heat-sealed seam tests. Sample specimens shall be selected in
accordance with 4.2.1.1.1. The leakage and heat-sealed seam test shall be in accordance with
methods 5009 and 2024 of MIL-STD-3010. Bag heat seals shall be checked or tested daily.
a. The leakage tests shall be performed in accordance with method 5009 of
MIL-STD-3010. The requirement for the technique used for this test shall depend on the method
of preservation used in the packaging process. It is possible that the contractor will use one or
more techniques in performing the leakage test.
b. The heat seal seam test shall be conducted in accordance with method 2024 of
MIL-STD-3010. In addition, the test shall be performed at room temperature using a static load
weight as specified herein. When the barrier materials conform to A-A-3174, MIL-PRF-121,
MIL-PRF-131, or MIL-PRF-22191, the static load weight shall be 56 ±0.5 ounces. Heat seals
shall not separate during the final 3 minutes of the test. Partial separation in the area of partial
fusion adjacent to the actual seam is acceptable within the first 2 minutes of the test. The weight
shall be allowed to act for a minimum of 5 minutes.
28
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business